Our foundry has installed production capacity of 4800 tons per annum of good castings, cast iron and ductile iron put together.
Type of Moulding
Green Sand
Green sand reclamation plant
20 Metric Tons Capacity / Hour
Furnace Capacity
1 Ton / Hour 2 pots of 500 Kgs
ARPA 450 LINE
25 x 25 x 9 Inches
25 x 25 x 6 Inches
ARPA 900 LINE
36 x 36 x 10 Inches 33 x 27 x 16 Inches
CORE SHOOTERS
20 Litters & 60 Litters
Melting Dept
Melting Dept
Inducthotherm induction furnace with a capacity of 1100kgs per hour melt rate, equipped with two pots of 500 Kgs. It also includes pouring ladles with a capacity of up to 500 Kgs for direct pouring into molds and a treatment ladle for Ductile Iron weighing 500 Kgs.
Molding lines
Molding lines
The facility boasts of two Green Sand Molding lines, each with different simultaneous jolt squeeze molding machines that cater to specific sizes. The ARPA 450 LINE is suitable for medium-sized castings with a box size of 25 x 25 x 9 inches and a weight range of 20 Kgs to 90 Kgs bunch weight. On the other hand, the ARPA 900 LINE is ideal for larger castings, featuring a box size of 36 x 36 x 10 and 33 x 27 x 16 inches and a weight range of 60 Kgs to 250Kgs bunch weight. Additionally, the facility is designed for a potential third line of ARPA 450 LINE that caters to smaller castings for future expansion.
Sand Plant (Green Sand)
sand plant
The facility features a sand plant with a 20 Metric Ton Per Hour sand recycling capacity, allowing for efficient and sustainable use of sand. The sand plant is equipped with a fully automatic dosing system that controls moisture, strength, and permeability, ensuring consistent quality and reducing variability in the molding process. Moreover, the facility has arrangements in place to supply sand from the sand plant to all the molding lines, providing a steady supply of high-quality sand to support production. The sand plant’s advanced technology and capacity help optimize the production process while minimizing waste, enhancing the facility’s overall efficiency and sustainability.
Core Shop
Core Shop
The facility has two core making processes, namely the No Bake 2 part process and the Cold box process. The No bake 2 part process is used for low volume production or when the core box does not fit in the cold box machine. Meanwhile, the Cold box process comprises two machines: the Universal Parting Automatic cold box core shooter and the Horizontal Parting semi-automatic cold box core shooter. The former has a 60-liter capacity, can produce quality cores up to 75kgs per piece every two minutes, and can accommodate core box sizes of up to 700 X 600 X 800 VERTICAL or 700 X 700 X 800 HORIZONTAL. The latter, on the other hand, has a 10-liter capacity and can make cores up to 20 KGS per piece every five minutes.
The core making process is an essential part of the casting production process. The facility’s investment in two core making processes provides flexibility and accommodates different core sizes and production volumes. The No Bake 2 part process is suitable for low volume production or when the core box size exceeds the Cold box machine’s capacity. Meanwhile, the Cold box process’s two machines, the Universal Parting Automatic cold box core shooter and the Horizontal Parting semi-automatic cold box core shooter, cater to different core sizes and production volumes. These machines’ advanced technology and capacity allow for efficient and accurate production of high-quality cores, which are essential for producing high-quality castings.
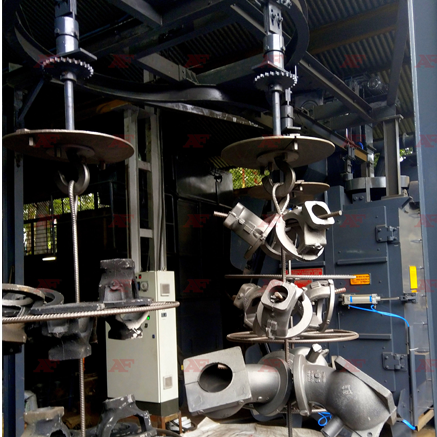
Fettling
Fettling
The fettling process typically involves grinding, cutting, sanding, or polishing the casting’s surface using various tools and techniques. This may include handheld tools such as grinders or pneumatic chisels, or automated systems such as robotic grinding stations. The specific methods used will depend on the type of casting, the material it is made from, and the finishing requirements. We have Fettling Shop equipped with the following Machines:
Hanger Type Shot Blasting Machine
18 inch Swing Grinder
18 inch Table Grinder
6 inch Pneumatic Grinders
Pencil Grinders
Pneumatic Chisels
Paint Shop
Paint Shop
We have a Spray/Dip painting facility for the Raw Castings with red oxide primer for corrosion prevention. The red oxide primer is a type of rust-inhibiting coating that is applied to the surface of the casting to create a barrier against moisture and other corrosive agents. The raw castings are first cleaned and prepared to remove any contaminants such as oil, dust, or other debris. Once the casting is prepared, it is either dipped into a tank of red oxide primer or sprayed with the primer using a spray gun. After the red oxide primer is applied, the casting is allowed to dry and cure. Once the primer is dry, the casting can be further processed or painted with a final coat of paint, depending on the requirements of the customer.
Pattern Storage, Maintenance & Development
Pattern Storage, Maintenance & Development
Having a pattern storage and maintenance area is essential as it ensures that the patterns are maintained and kept in good condition to produce quality castings. Experienced personnel are responsible for ensuring that the equipment is well-maintained, and match plating is done correctly. Match plating is the process of ensuring that the two halves of the pattern match up correctly, so that when the sand is poured into the mold, it fills out the pattern evenly, resulting in quality castings.
Outsourcing the patterns from the best pattern makers in the area ensures that the foundry has access to high-quality patterns, which are made from graded materials. The pattern makers employed by the foundry are capable of converting 2D drawings into 3D models, which is essential for pattern manufacturing. This process ensures that the patterns are accurate and made to the correct specifications, resulting in quality castings.